
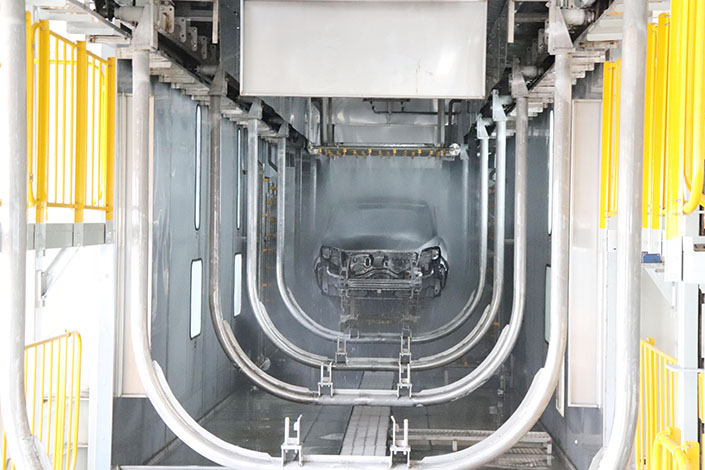
Proizvodna linija za prethodnu obradu spreja

Predobrada premaza uključuje odmašćivanje (odmašćivanje), uklanjanje hrđe, fosfatiranje tri dijela.Fosfatiranje je središnja karika, odmašćivanje i uklanjanje hrđe je proces pripreme prije fosfatiranja, tako da u proizvodnoj praksi ne trebamo uzeti samo fosfatiranje kao fokus, već i polaziti od zahtjeva kvalitete fosfatiranja, odraditi dobar posao osim uklanjanje ulja i hrđe, posebno obratite pozornost na međusobni utjecaj između njih.
Odmašćivanje
Razvojem industrije zaštita okoliša i poboljšanje uvjeta rada postali su zajednička briga ljudi.Stoga pri odabiru sredstava treba uzeti u obzir potrebu zaštite okoliša.Stoga izbor sredstva za uklanjanje ulja zahtijeva jednostavnu pripremu, sposobnost dekonformacije je jaka, ne sadrži natrijev hidroksid, silikat, OP emulgator i druge komponente koje se teško čiste na sobnoj temperaturi, lako se peru na sobnoj temperaturi, ne sadrže otrove tvari, ne stvaraju štetne plinove, dobri uvjeti rada.Odabir sredstva za uklanjanje hrđe zahtijeva uključivanje promotora, inhibitora korozije i inhibitora, može poboljšati brzinu uklanjanja hrđe, spriječiti prekomjernu koroziju i vodikovo krhkost obratka, može bolje inhibirati kiselu maglu.Posebno je vrijedan inhibicije kisele magle, koja se javlja u procesu kiseljenja kisele magle, korozije opreme i postrojenja, ne samo da zagađuje okoliš, već može uzrokovati karijes, crvenilo zubne konjunktive, suze, bol, suho grlo, kašalj i druge simptome , tako učinkovito inhibiraju kiselu maglu, ne samo zbog potrebe zaštite okoliša, ili radi zdravlja na potrebe radnika.



Pranje vodom
Pranje nakon uklanjanja ulja i hrđe, iako spada u pomoćni postupak prije bojanja, također treba posvetiti dovoljno pažnje.Nakon uklanjanja ulja i hrđe, površina izratka se lako lijepi na neke neionske tenzide i CL-.Ako se te zaostale tvari ne čiste temeljito, mogu uzrokovati stanjivanje fosfatnog filma, linearne defekte, pa čak i fosfatiranje.Stoga, da bi se poboljšala kvaliteta pranja vodom nakon uklanjanja ulja i hrđe, potrebno je proći kroz više ispiranja, dva ispiranja, vrijeme 1-2 min, te često mijenjati vodu kako bi se osiguralo da PH vrijednost vode bude između 5-7 .
Fosfatiranje
Takozvano fosfatiranje, odnosi se na metalni obradak nakon što sadrži kiselinsku otopinu dihidrogen fosfata, kemijsku reakciju i na njegovoj površini za stvaranje sloja stabilnog netopljivog fosfatnog filma, film se naziva fosfatni film.Glavna svrha fosfatiranja filma je povećati prianjanje premaza i poboljšati otpornost premaza na koroziju.Postoje mnoge metode fosfatiranja, prema temperaturi fosfatiranja, mogu se podijeliti na visokotemperaturno fosfatiranje (90-98℃), srednjetemperaturno fosfatiranje (60-75℃), niskotemperaturno fosfatiranje (35-55℃) i normalno temperaturno fosfatiranje.
Pasiviranje
Tehnologija pasiviranja fosfatiranja naširoko se koristi u Sjevernoj Americi i europskim zemljama.Tehnologija pasivizacije temelji se na karakteristikama samog fosfatiranja.Fosfatni film je tanak, općenito u 1-4G/m2, maksimum nije veći od 10g/m2, slobodna površina pora je velika, a otpornost na koroziju samog filma je ograničena.Neki čak iu procesu sušenja na brzoj žutoj hrđi, nakon fosfatiranja zatvorenog tretmana pasivacijom, može biti fosfatiranje filma izloženo porama metala oksidacije, ili formiranje pasivizirajućeg sloja, fosfatirajući film može igrati punjenje, oksidaciju, učiniti fosfatirajući film stabilnim u atmosfera.
Sušenje fosfatnog filma
Sušenje fosfatnog filma može imati dvije uloge, s jedne strane, to je priprema za sljedeći proces uklanjanja vode s površine fosfatnog filma, s druge strane, to je daljnje poboljšanje otpornosti filma na koroziju. nakon premazivanja.
Kako bi se uspostavila linija za prethodnu obradu premaza, projektiranje procesa mora biti dovršeno prije projektiranja, proizvodnje i ugradnje nestandardne opreme.Stoga je dizajn procesa temelj proizvodne linije, a ispravan i razuman put će imati dobar utjecaj na rad proizvodnje i kvalitetu proizvoda.
Koristi se za sve vrste bojanja obratka, ostali modeli se mogu prilagoditi.
Povezani proizvodi
-

Linija za proizvodnju elektroforeze u kabini automobila
Elektroforetsko slikanje općenito uključuje četiri istovremena procesa 1. Elektroforeza: pod djelovanjem električnog polja istosmjerne struje, pozitivno i negativno nabijene koloidne čestice do negativnog, pozitivnog smjera kretanja, također poznatog kao plivanje.2. Elektroliza: reakcija redukcije oksidacije se provodi na elektrodi, ali se fenomen oksidacije i redukcije formira na ...
